
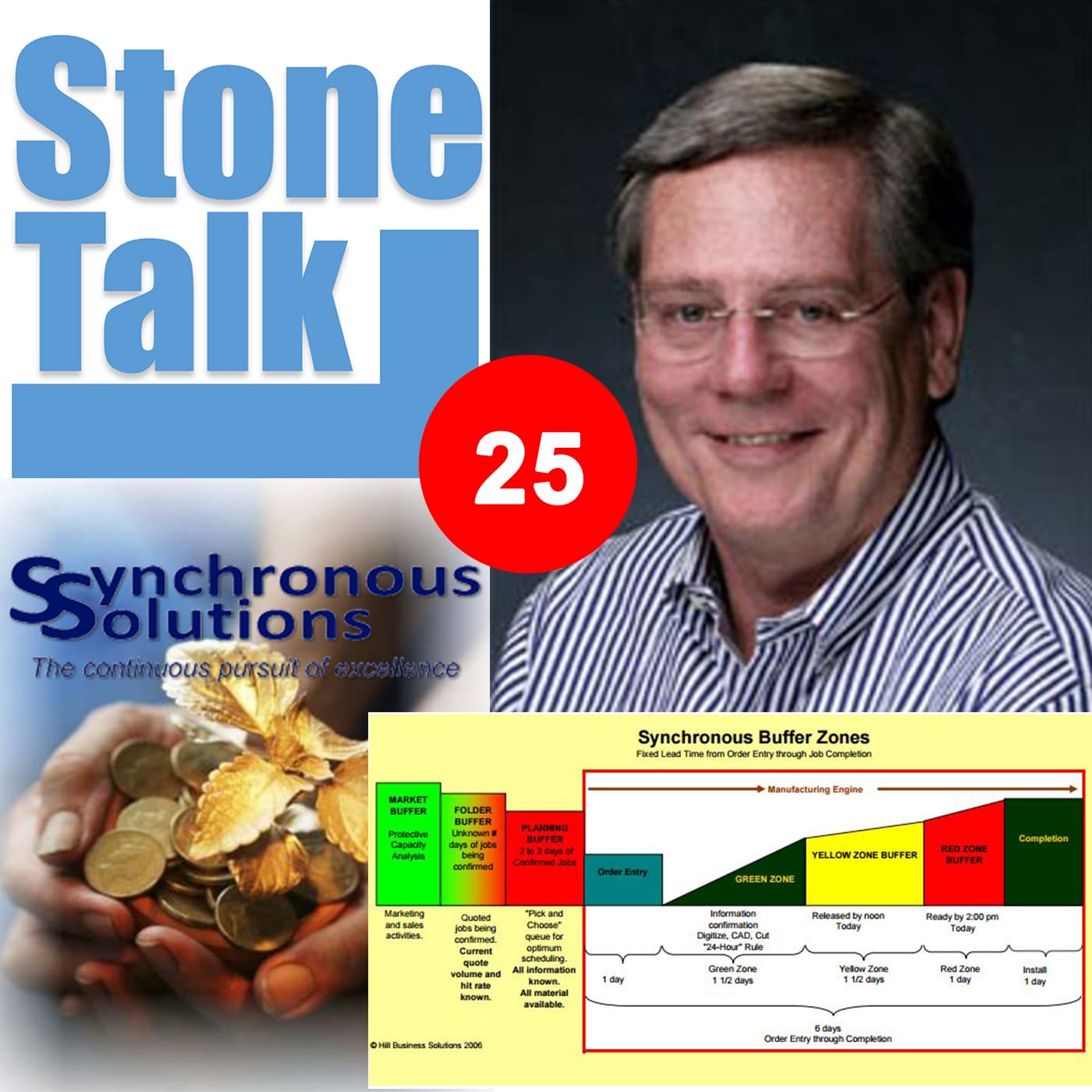
In Episode 25, Patrick speaks with Ed Hill of Synchronous Solutions
Listen to this episode to learn:
- The concept of “throughput” vs. square feet and how it can positively impact your bottom line
- In any business process, there is a natural weak link – you must identify this link, called the “natural constraint” and plan around it to improve and optimize
- Why successful companies PLAN for things to go wrong and how to absorb these hiccups
- How to learn more about Synchronous Flow and the Theory of Constraints (hint: read The Goal)
Be sure to subscribe to the podcast in iTunes… and please let us know what you think! You can leave comments for this show on the StoneTalk Facebook page or on this site.
If you have stories or insights that you’d like to share with other fabricators, please reach out to Patrick.


