Think of a mountain river. Typically, there are stretches of white water occasionally interspersed with standing pools of calm. In the countertop business, according to the concept of Synchronous Flow, projects should move through the shop with a certain velocity like white water in a river, with a few buffer points built into the system where jobs can accumulate for a certain period of time to anticipate glitches in the process. The result is that even though jobs might be sidelined for a period of hours or even a day, all the projects are moving through the plant at a pre-determined speed, or velocity.
“The objective is to keep product moving,” says Ed Hill, founder of Synchronous Solutions, a consulting firm that focuses on helping business owners enhance opportunities for growth through increased operations velocity. “Typically in a countertop shop we control two dimensions in the flow of product through the plant. One is volume, and the other is velocity. Volume is how much, velocity is how fast. The volume is variable, depending upon the demand, depending upon various other factors that affect the flow on any day or month. But the velocity part, we want to keep that fixed.”
Determine The Control Point
With so many critical steps in the process of turning raw slabs of material into beautifully crafted kitchen furnishings, one might find it almost impossible to optimize and maintain high velocity at every station, all of the time. And, for the most part, Hill would agree. He prefers to focus instead on a single “control point” for the whole operation.
“In the counter top industry, we often put the control point at installation because that’s where the cash register rings,” says Hill. “The company doesn’t make money templating or cutting or fabricating. It makes money when it installs those counter tops in the customer’s location. Trying to optimize every step in the process can be overwhelming and chaotic, and often results in an atmosphere of chaos. All those things are important, but focus your attention on the control point or, in this case, installation. Make it beat like a drum. We call it a drum because we want it on a cadence: methodical, predictable and controllable.”
In essence, every function in the shop is tuned to keep a certain constant flow, or velocity, at the control point. Yet, as Hill points out, we do not live in a perfect world. “Murphy lives and stuff happens,” he acknowledges. “Slabs break, machines break down, people are absent, all sorts of things happen that cause disruption to the flow. So we build into the system more capacity, typically around 15%, to absorb variability and keep the drumbeat steady. It’s called protective capacity, and we call those locations of slack, buffers.”
Quality, Price AND Speed
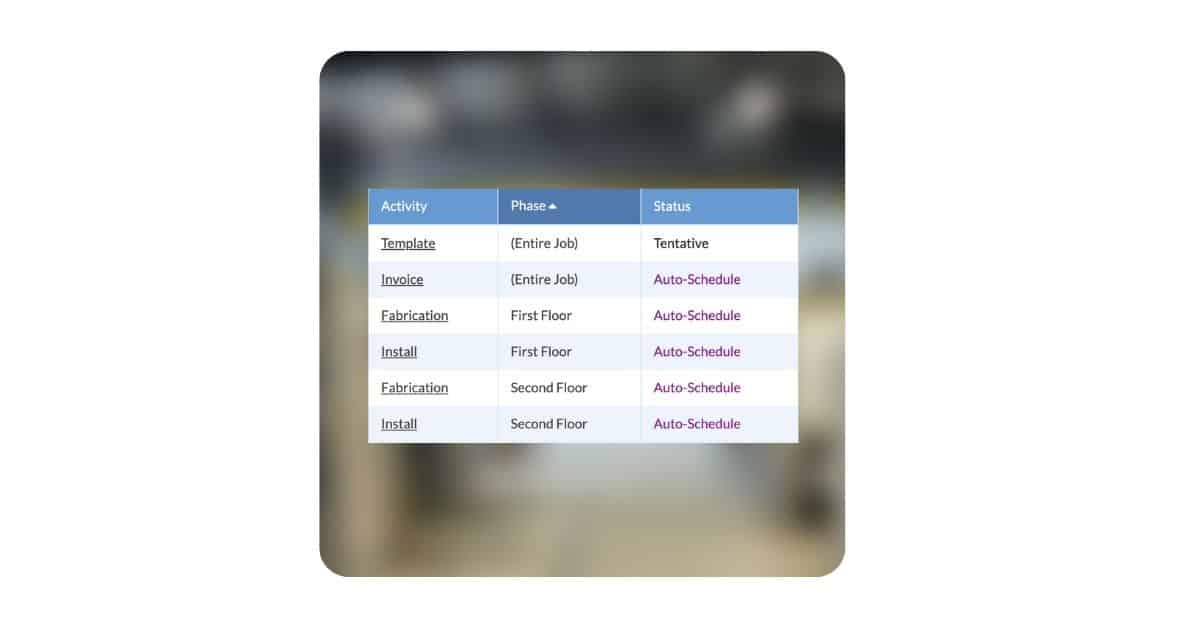
Hill maintains there are distinct advantages to keeping flow through the shop at a constant velocity. One of them is predicting with complete confidence the turnaround time for a kitchen countertop. “Let’s say we template on a Monday and we want to install on the following Monday,” he says. “The lead times in each fabrication zone from beginning to end, template to install, are fixed. It’s not a variable amount. Their role is to serve the drumbeat of the constraint, and protective capacity is built into the system to absorb variability. So yes, we can make a promise when we template on a certain day, assuming all the information is clean.
“Countertop fabricators sell quality, which is not even a competitive opportunity anymore because you have to be pretty much perfect. They sell to some extent on price, and they sell on time. If they can be at good quality and have reasonable prices, then to be faster than anyone else assures they will get their share of the business.”